振动送料系统是自动化设备中至关重要的组成部分,通常由圆振和直线送料两个主要部件构成。自动化设备设计工程师常常会思考一个问题:为什么不能直接在圆振出口取料,而要通过直线送料在直线轨道的末端取料呢?
以下是直线送料的主要作用:
- 长距离传送
圆振虽然能够有效地将零件送出,但不能把零件送到较远的位置,一般出口都很难超出盘面的切线处。盘面的出口距离中心线越远,零件在出口的跳动就越厉害,而且零件已无法单个前进运动,而要靠跟随的零件的推力才能够往前。这样就很容易出现卡料、堵料的现象。特别是对于比较薄的零件,圆振直接往前长距离输送更容易出现各种故障。
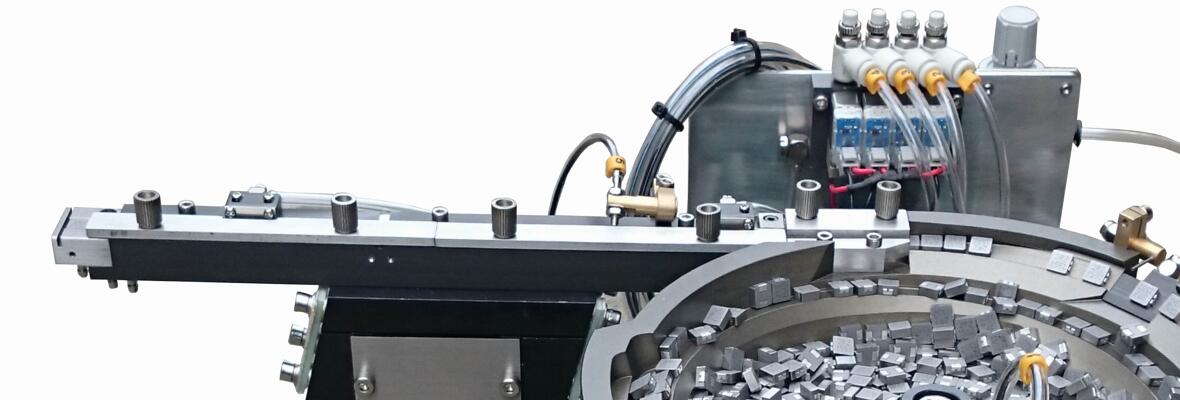
但是自动化设备往往由于机构的布局决定的不能够在离圆振较近的地方取料。这时候就必须要使用直线送料器把零件送到设备取料点。有些特定的场合,设备的取料点离振动盘的距离比较远,需要通过两个直线送料器来实现送料(如下图所示)。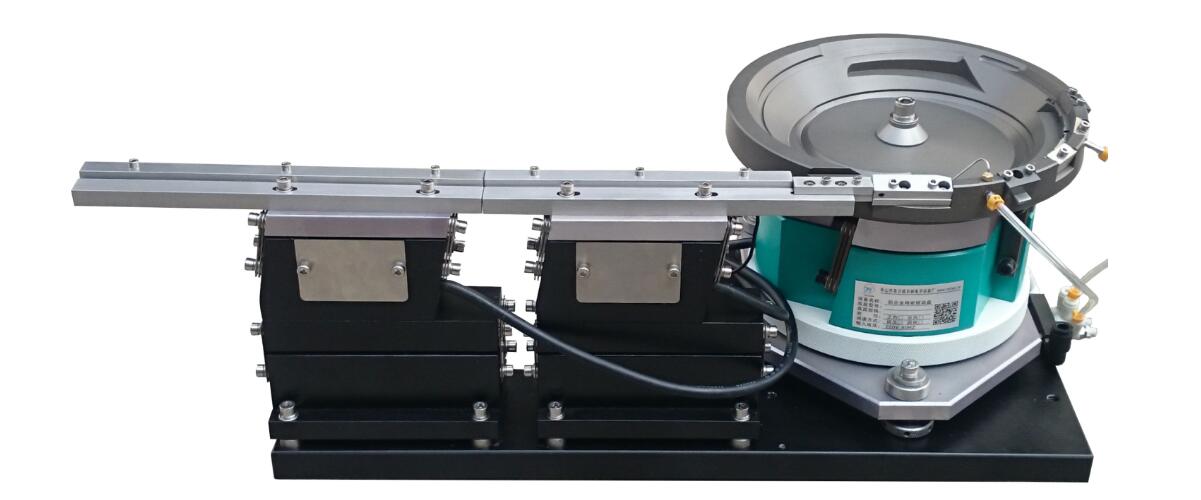
- 储存物料
从圆振以正确姿态送出的零件,其速度并不是均匀的,有时会多,有时会少。即使在一段时间内圆振送出零件的总数达到设备的要求,但由于不是连续均匀的,也可能会导致某些时候出现供料不足甚至断料的情况。因为圆振本身出口段就很短,无法储存更多的零件,如果供料持续不均匀,就很可能会出现断料。而直线送料的作用就是能够储存一段零件,在直线轨道的整个长度上都可以储存物料,对圆振起到一个缓冲的作用,使供料不足出现的可能性大大降低。 - 料满停机功能
一般自动化设备都是长时间不间断工作的。我们希望振动盘的供料能力要超过自动化设备的节拍,这样自动化设备才不会因供料不足而停机。但如果振动盘出来的料太多,自动化设备来不及拿走,就会导致盘面的零件堆积起来,从而可能引发故障。通过料满停机的功能就能很好地解决这个问题。
一般我们可以在直线轨道上安装一个传感器。当零件在直线轨道已经堆满到传感器的位置时,圆振接收到传感器的信号,就会停机。当传感器检测不到零件时,圆振又会启动。传感器通常都设有开延时和关延时,以保证圆振不会过于频繁地启动和停止。这样做不仅可以显著降低圆振的运行时间,避免因来料过多导致圆振出口开料,还能减少圆振无效的空运转,节约能源;同时也能减少零件在盘内不必要的往复循环,显著降低物料的磨损。 - 双向往复直振
双向往复直振是直线送料的一种特殊应用,直线振动器上同时安装了两条轨道: 主轨道和副轨道,主轨道负责把零件往前输送;副轨道把没有被设备取走的零件送回振动盘面。这种设计一般主轨道都是没有盖板压住的开发式的,特别适用于厚度很薄的零件,可以杜绝卡料现象的发生。但双向往复直振一般取料速度小于100件/分钟,不能用在速度要求很高的场合。 - 取料更稳定可靠
直线送料器的振幅往往比圆振小很多。在直线轨道的末端,零件会更加稳定,取料也会更准确可靠。直线轨道的末端还可以增加传感器和真空吸附等功能,确保自动化设备取料时,零件已到达并停留在正确的位置。
当然,在安装空间受到限制,或者为了降低制造成本的情况下,对于某些零件不用直线送料也是可以的。但在大多数情况下,增加直线送料有利于提高生产效率,减少零件破损,增加设备稳定性。